
1. What is vegetal chitosan?
Chitosan is a natural biopolymer that is primarily derived from chitin, which is the second most abundant natural polysaccharide after cellulose. Chitin is commonly found in the exoskeletons of crustaceans like crabs, shrimps, and lobsters, as well as in the cell walls of certain fungi like mushroom, aspergillus niger.
Structure and Properties:
- Chemical Structure: Chitosan is obtained by deacetylating chitin. This process involves removing acetyl groups from chitin, resulting in a polymer that has free amine groups.
- Solubility: Unlike chitin, chitosan is soluble in acidic to neutral solutions, making it more versatile for various applications.
- Biocompatibility and Biodegradability: Chitosan is known for its excellent biocompatibility and biodegradability. It’s non-toxic and can be broken down by natural biological processes.
Chitosan, sometimes known as deacetylated chitin, is a natural polycationic linear polysaccharide derived from partial deacetylation of chitin. Chitin is the structural element in the exoskeleton of insects, crustaceans (mainly shrimps and crabs shell), and cell walls of fungi (oyster mushroom, agaricus bisprous and aspergillus niger), and also is the second most abundant natural polysaccharide after cellulose.

Chitosan, a natural polysaccharide prepared of fungal origin, is initially extracted and purified from reliable and abundant food or biotechnological fungal sources such as Agaricus bisporus or Aspergillus niger.
Chitosan is composed of glucosamine sugar units (deacetylated units) and N-acetyl-D-glucosamine units (acetylated units) interconnected by ß→(1.4) type linkages.
Uses and Applications:
- Medical and Pharmaceutical Fields: Due to its biocompatibility and non-toxic nature, chitosan is used in wound healing, drug delivery systems, and as a biomaterial in tissue engineering.
- Water Treatment: Its ability to bind with heavy metals and other contaminants makes it useful in water purification and treatment processes.
- Agriculture: As a natural biostimulant and elicitor, chitosan is used to enhance plant growth and provide resistance against pathogens.
- Food Industry: It’s used as a food additive for its antimicrobial properties, and as an edible film or coating to enhance the shelf life of perishable food products.
- Cosmetics and Personal Care: In this realm, it finds use as a thickener, moisturizer, and film-forming agent, particularly in hair and skin care products.

Chitosan has been widely used in various fields, including wine, pharmaceuticals, dietary supplement, medicine, agriculture, and food industries, due to its biocompatibility, biodegradability, and non-toxicity. In recent years, researchers have investigated the use of vegetal chitosan, which is derived from fungal or plant sources, as a sustainable alternative for use in wine applications.
Variants:
- Traditional Chitosan: Traditionally sourced from marine crustaceans.
- Vegetal Chitosan: Derived from fungal sources, offering an alternative for those seeking non-animal derived products.
In summary, chitosan’s versatility, biodegradability, and non-toxic nature make it a valuable material across various industries, from healthcare to cosmetics. Its ability to be derived from non-animal sources also makes it an appealing option for vegetarian and vegan-friendly products.
2. What are the advantages of vegetal chitosan?
Vegetal chitosan, also known as fungal chitosan or mycelium chitosan, is a type of chitosan derived from the cell walls of fungi (mushroom and aspergillu niger). It has several advantages over traditional chitosan derived from shellfish, including:

- 1. Vegan and vegetarian-friendly: Vegetal chitosan is an excellent alternative for individuals who avoid animal-based products, such as those who follow a vegan or vegetarian lifestyle.
- 2. Allergen-free: Traditional chitosan is derived from shellfish, which can cause allergic reactions in some people. Vegetal chitosan does not contain any shellfish-derived ingredients, making it an allergen-free option.
- 3. Purer: Vegetal chitosan is often considered to be purer than traditional chitosan because it is derived from a single source, whereas traditional chitosan can be contaminated with other shellfish-related substances.
- 4. Better solubility: Vegetal chitosan is more soluble than traditional chitosan, which makes it easier to incorporate into various applications such as cosmetics, pharmaceuticals, wine and food.
- 5. Improved bioavailability: Some studies have suggested that vegetal chitosan has a higher bioavailability compared to traditional chitosan, which means that it can be absorbed and utilized more effectively by the body.
Overall, vegetal chitosan offers several advantages over traditional chitosan, making it an attractive alternative for individuals and industries looking for a vegan, allergen-free, and more effective chitosan source.
3. What are the benefits & functions of vegetal chitosan in paper industry?
Vegetal chitosan, sourced from non-animal origins such as fungi and mushrooms, is revolutionizing the paper industry by offering an eco-friendly alternative to traditional chemicals. Here are the benefits and functions of vegetal chitosan in paper industry:
Benefits of Vegetal Chitosan in the Paper Industry
- Enhanced Strength: Vegetal chitosan improves the tensile and burst strength of paper, making it more durable for various applications, including packaging and specialty papers.

- Biodegradability: As a natural biopolymer, vegetal chitosan makes paper products more environmentally friendly by enhancing their biodegradability. This feature is particularly important in reducing waste and promoting sustainability in paper production.

- Antimicrobial Properties: Chitosan has inherent antimicrobial properties that can be beneficial in paper products that require sterility, such as medical packaging and food wrapping, helping to prevent the growth of bacteria and fungi.

- Improved Printability: The use of chitosan can enhance the printability of paper by improving ink absorption and adhesion, resulting in higher quality printed products.

- Waste Water Treatment: Chitosan is effective in water purification processes used in the paper industry, helping to remove heavy metals and other pollutants from wastewater before it is released into the environment.

Functions of Vegetal Chitosan in the Paper Industry
- Paper Strengthening Agent: Chitosan serves as a strengthening agent, adding to the fiber bonding in paper which increases its mechanical strength.
- Retention Aid: It helps in improving the retention of fine particles and fillers during the papermaking process. This leads to better efficiency and reduced costs by minimizing waste of raw materials.

- Sizing Agent: Chitosan can be used as a sizing agent to improve the water resistance of paper. This is particularly useful in making paper suitable for various printing and packaging applications where moisture resistance is necessary.

- Flocculant: In wastewater treatment processes within the paper mills, chitosan acts as a flocculant, aiding in the aggregation and removal of suspended solids, which clarifies the water and enhances the effectiveness of the wastewater treatment system.
- Antimicrobial Agent: Exploiting its antimicrobial properties, chitosan is used in papers that require a sterile environment, providing an inhibitory surface against microbial growth, thus extending the shelf life and usability of paper products in sensitive applications.
4. What are the common forms of vegetal chitosan in paper industry?
In the paper industry, vegetal chitosan, derived from sources like mushrooms, fungi, or other non-animal origins, is typically utilized in a few common forms to suit various applications.
The addition ratio of chitosan in paper production can vary widely depending on the desired properties of the final product and the specific form of chitosan used. Here’s a general guide on how each form is typically used and its suitable applications:
- Powder: Chitosan powder is the most common form used in the paper industry. It is easily dispersed in water and can be directly applied during the paper manufacturing process. The powder form allows for precise dosage and consistent distribution throughout the paper pulp.
- Adding Ratio: Typically, 0.5% to 3% of the dry paper pulp weight.
- Suitable Applications: Used across a wide range of paper products, including printing and writing papers where strength and durability are needed. It is also used in specialty papers like antibacterial or food contact papers.

- Flakes: Similar to powder, chitosan flakes are another dry form of chitosan that can be used in paper production. Flakes might require additional processing, such as dissolution in acidic solutions, before they can be integrated into the paper pulp.
- Adding Ratio: Similar to powder, around 0.5% to 3% of the dry pulp.
- Suitable Applications: Flakes are used similarly to powder but might require additional preparation steps. They are suitable for applications where gradual release of chitosan is beneficial, such as in filter papers or papers requiring slow antimicrobial activity.
- Solution: Chitosan is often sold in a liquid solution form, which can be directly added to the paper pulp or used in the paper coating processes. This form is particularly useful for applications requiring a more homogeneous integration of chitosan, such as in coating or surface treatment applications.
- Adding Ratio: Varies more significantly based on the concentration of the solution; commonly, solutions are used at 1% to 5% by weight of the paper.
- Suitable Applications: Solutions are particularly useful for coating applications where a uniform layer of chitosan is needed to enhance surface properties like printability, water resistance, or antimicrobial effects. It’s also used in paper sizing to improve resistance to liquid penetration.

- Gel: In some specific applications, chitosan gel might be used for its thicker, more viscous properties, which can be beneficial in coating or adding specific functional layers to the paper.
- Adding Ratio: Typically used in smaller amounts, around 0.1% to 1%, due to its high viscosity and concentrated form.
- Suitable Applications: Chitosan gel is often used for high-end specialty applications, such as medical papers or cosmetic pads, where a thicker, protective layer of chitosan is needed.

These forms are chosen based on their ease of integration into the paper manufacturing process and the specific functional properties they impart to the finished paper product.
These ratios and applications can vary based on the specific characteristics of the chitosan being used, the manufacturing process of the paper, and the properties required in the final product. Optimization and trials are usually necessary to determine the most effective usage rates and methods for incorporating chitosan into paper products.
5. Which type of vegetal chitosan is suitable for each form in paper industry?
Choosing the appropriate type of chitosan for different forms in paper production involves considering the solubility, molecular weight, and derivative characteristics of each type. Here’s a breakdown of which types of chitosan are suitable for each form:
- Acid-Soluble Chitosan (viscosity range of 20-1000 cps):
- Form: Powder, Flake, Solution, Gel
- Suitable Applications: This type is versatile due to its range of viscosities, making it ideal for both direct incorporation into the paper pulp as a powder or flake and for use in solution form as a coating or additive. High viscosity can also be used in Gels for paper-making production. It’s particularly useful where varying viscosity levels are needed for different processing or product requirements.
- Chitosan Hydrochloride:
- Form: Powder, Solution
- Suitable Applications: Chitosan hydrochloride is highly soluble in water, making it excellent for solution applications where a clear, consistent application is necessary, such as in surface sizing or coating. It can also be used in powder or flake form for direct pulp addition, enhancing paper’s antimicrobial and strength properties.
- Chitosan Oligosaccharide:
- Form: Solution, Gel
- Suitable Applications: With its low molecular weight and high solubility, chitosan oligosaccharide is ideal for use in solutions and gels where rapid bioactivity and high penetration into paper fibers are required. It’s particularly effective for enhancing the paper’s antimicrobial properties and in medical or food-grade papers where safety and sterility are paramount.
- Carboxymethyl Chitosan:
- Form: Powder, Solution, Gel
- Suitable Applications: This derivative of chitosan is more soluble in water than regular chitosan and has enhanced chemical stability, making it suitable for use in a variety of forms including solutions and gels. It’s particularly useful for paper products that require improved moisture resistance and stability under various pH conditions.
Each type of chitosan brings unique properties that can be leveraged for specific functional enhancements in paper products. The choice of chitosan type and form will depend on the specific requirements of the paper-making process and the desired properties of the final product.
6. What is the flowchart of vegetal chitosan processing?
The production process of plant chitosan is mainly obtained by extracting raw materials (mushrooms, Aspergillus niger), deproteinizing with dilute acid or alkali, deacetylating, drying, etc.
Here is a simplified flowchart of the production process of vegetal chitosan for your reference.
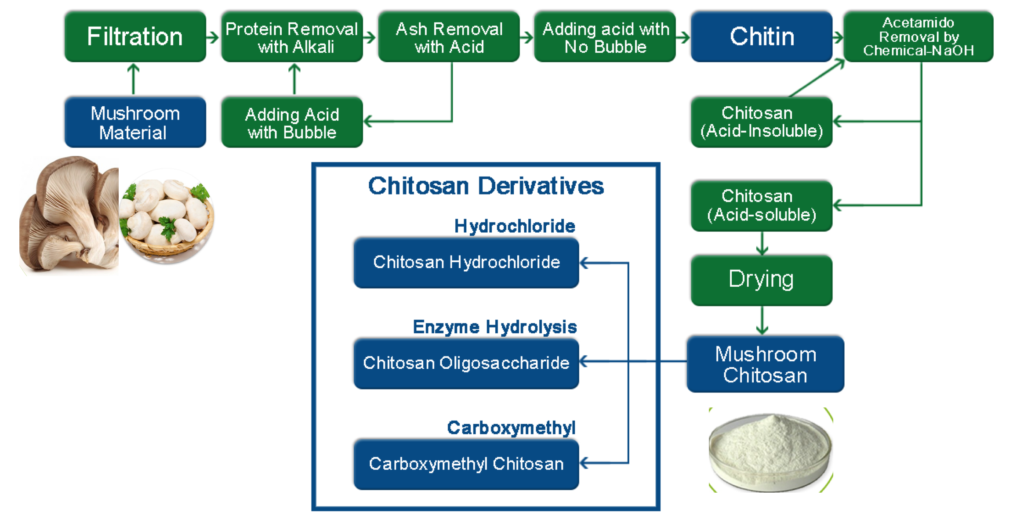
The flowchart of mushroom chitosan illustrates the process of producing chitosan and its derivatives from mushroom material. Here’s a summary of the key content:
- Starting Material: The process begins with mushroom material as the source.
- Filtration: The mushroom material undergoes a filtration process.
- Protein Removal: Proteins are then removed from the filtered material using an alkali solution.
- Ash Removal: Ash content is subsequently removed with acid.
- Chitin Extraction:
- Acid is added without bubbles to proceed to the next stage.
- Chitin is extracted, which is not soluble in acid.
- An acetylation step removes the acetyl groups from the chitin using sodium hydroxide (NaOH), converting it into chitosan, which is soluble in acid.
- Drying: The acid-soluble chitosan is then dried to produce the final mushroom chitosan product, showcased as a white powder.
- Chitosan Derivatives: Parallel to the drying process, there is a branch leading to the production of various chitosan derivatives:
- Chitosan Hydrochloride: Chitosan converted into its hydrochloride form.
- Enzyme Hydrolysis: Produces chitosan oligosaccharide through enzymatic hydrolysis.
- Carboxymethyl Chitosan: Derived through the carboxymethylation of chitosan.
The flowchart depicts a methodical approach to converting mushroom material into various forms of chitosan, focusing on the purification and chemical modification steps necessary to achieve different chitosan-based products for use in various applications.
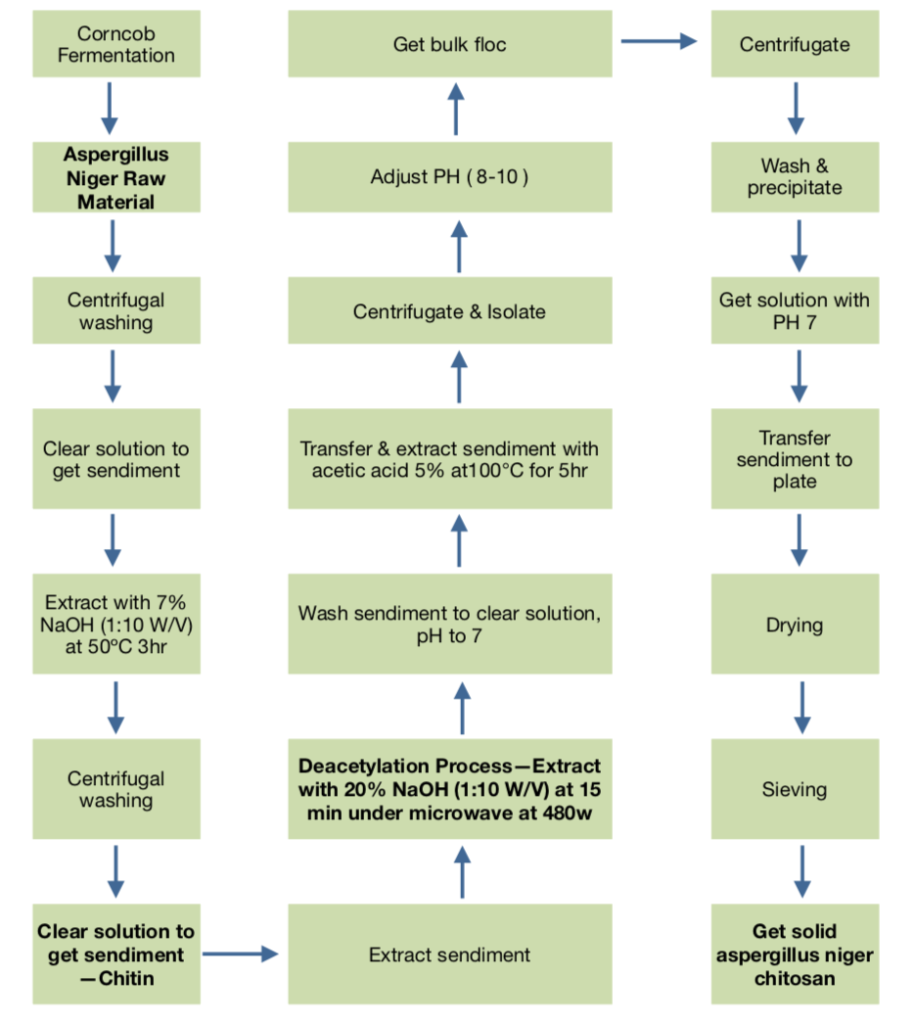
The flowchart of aspergillus niger chitosan outlines the process for extracting chitosan from Aspergillus niger, a type of fungus. Here’s a step-by-step summary of the key points:
- Starting Material: Aspergillus niger is cultured through a fermentation process using corn.
- Extraction:
- The fungal biomass undergoes a bulk flocculation.
- This is followed by centrifugation to separate the components.
- The pH of the resulting material is adjusted to alkaline conditions (pH 8-10).
- Another round of centrifugation and isolation occurs.
- The pH is adjusted back to neutral (pH 7), and the sediment is washed and precipitated.
- The sediment is then extracted with 5% acetic acid at 100°C for five hours to get the clear solution.
- It is washed again to achieve a clear solution with a neutral pH.
- Chitin Production:
- The clear solution is treated with 7% sodium hydroxide (NaOH) at a ratio of 1:10 (W/V) at 50°C for three hours.
- Centrifugal washing follows, resulting in the production of chitin as a clear solution to get the sediment.
- Deacetylation:
- The sediment undergoes the deacetylation process. It’s treated with 20% NaOH at a ratio of 1:10 (W/V) and heated in a microwave at 480W for 15 minutes.
- This step is crucial to convert chitin into chitosan by removing acetyl groups.
- Final Steps:
- The final sediment, which is now deacetylated chitin or chitosan, is extracted.
- It undergoes drying, followed by sieving to achieve the desired particle size.
- End Product: The final product is solid Aspergillus niger chitosan.
This process includes several steps involving pH adjustment, centrifugation, chemical treatments, and heating, which are critical to ensuring the purity and quality of the chitosan extracted from Aspergillus niger.
7. In summary of vegetal chitosan in paper industry
Vegetal chitosan, sourced from non-animal origins such as fungi and mushrooms, is revolutionizing the paper industry by offering an eco-friendly alternative to traditional chemicals.
As a natural biopolymer, vegetal chitosan is highly valued for its impressive array of properties which include enhanced paper strength, biodegradability, and inherent antimicrobial characteristics.
This makes it particularly suitable for applications ranging from food packaging, where safety and hygiene are paramount, to high-quality printing papers demanding superior ink adherence and durability.
The versatility of vegetal chitosan allows it to be incorporated in various forms such as powder, flakes, solution, and gel, each tailored to meet specific industry needs.
Its use in paper products not only improves physical attributes like tensile strength and water resistance but also imparts environmental benefits by promoting the production of biodegradable and recyclable paper materials.
Moreover, the application of chitosan in paper manufacturing processes helps in wastewater management, effectively reducing pollutants and enhancing the sustainability of the paper industry.
By integrating vegetal chitosan into their operations, paper manufacturers can achieve a delicate balance between exceptional product quality and environmental stewardship, positioning themselves at the forefront of sustainable innovation.
